


不要错过这部精心制作的高温卷管309S锥形钢板卷筒免费咨询产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:高温卷管309S锥形钢板卷筒免费咨询的图文介绍

钢板卷管在放样前必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。


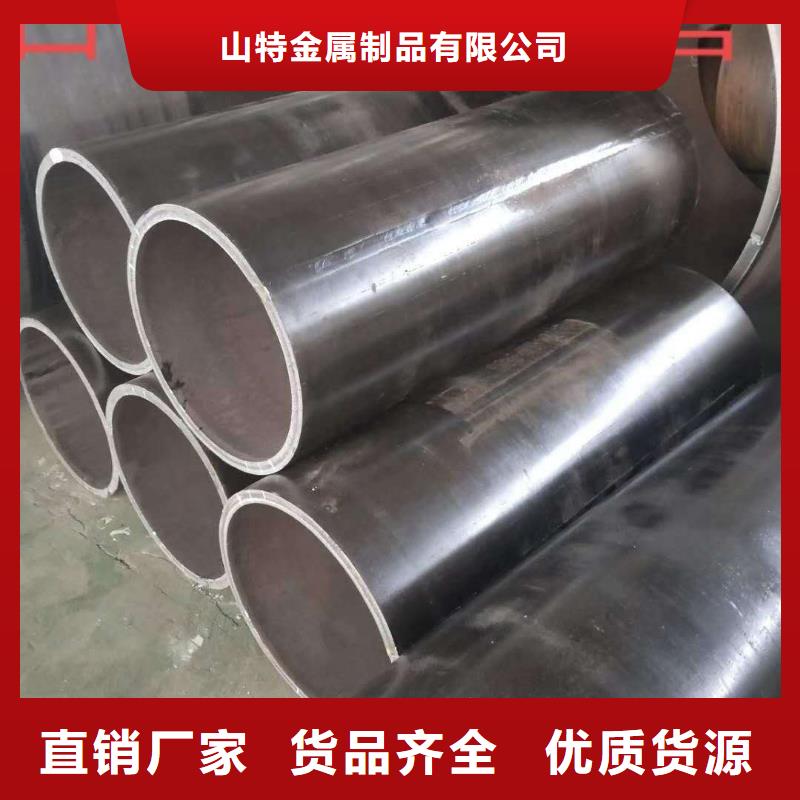
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:



山特金属制品有限公司以先进雄厚的技术力量,不断开发新 辽宁盘锦方矩管厂家产品,大大有效的改善了 辽宁盘锦方矩管厂家的生产效率。“高技术、高品质、优质的售后服务。”是公司的宗旨。它将为广大客户提供的 辽宁盘锦方矩管厂家产品与服务。


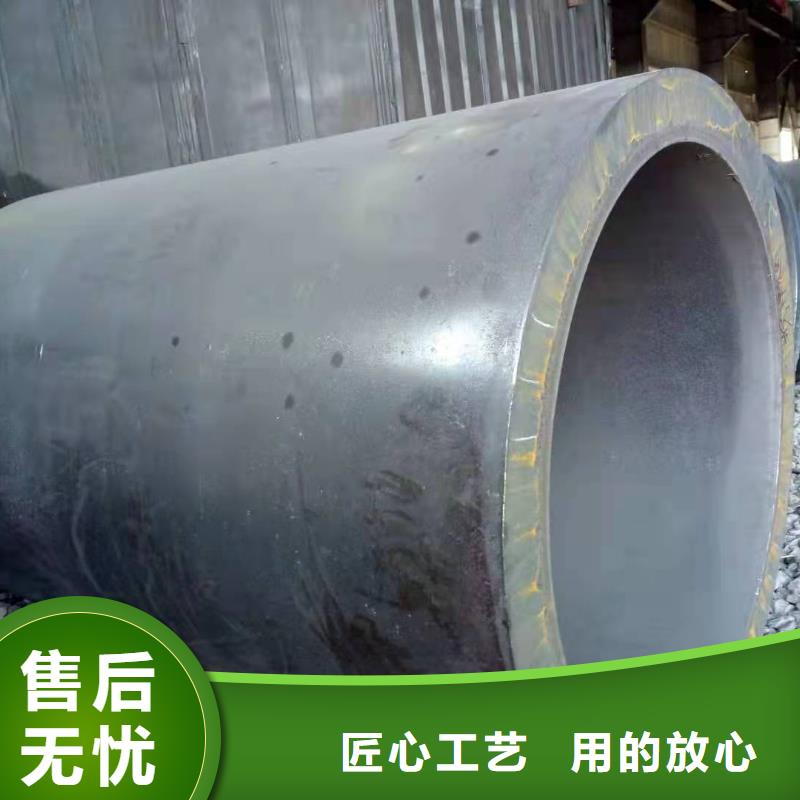
各类型钢板卷管合金都有以下通性: (1)多数合金熔点低于其组分中任一种组成金属的熔点; (2)硬度比其组分中任一金属的硬度大; (3)合金的导电性和导热性低于任一组分金属。利用合金的这一特性,可以制造高电阻和高热阻材料。还可制造有特殊性能的材料,如在铁中掺入15%铬和9%镍得到一种耐腐蚀的不锈钢,适用于化学工业。 (4)有的抗腐蚀能力强(如不锈钢) 钢管卷管结构形式为三辊对称式,上辊在两下辊中央对称位置作垂直升降运动,通过液压缸内的液压油作用于活塞而获得,为液压传动;两下辊作旋转运动,通过减速机的输出齿轮与下辊齿轮啮合,为卷制板材提供扭矩。钢管卷管缺点是板材端部借助其它设备进行预弯。


